零值原理
采用简单的“10 倍规则”标度,健康设备的运行值接近零
最早指示
冲击遇险信号比其它振动测量值更早发现。
易于解读
无需经过特别培训就能快速判断机器运行状况
工作原理
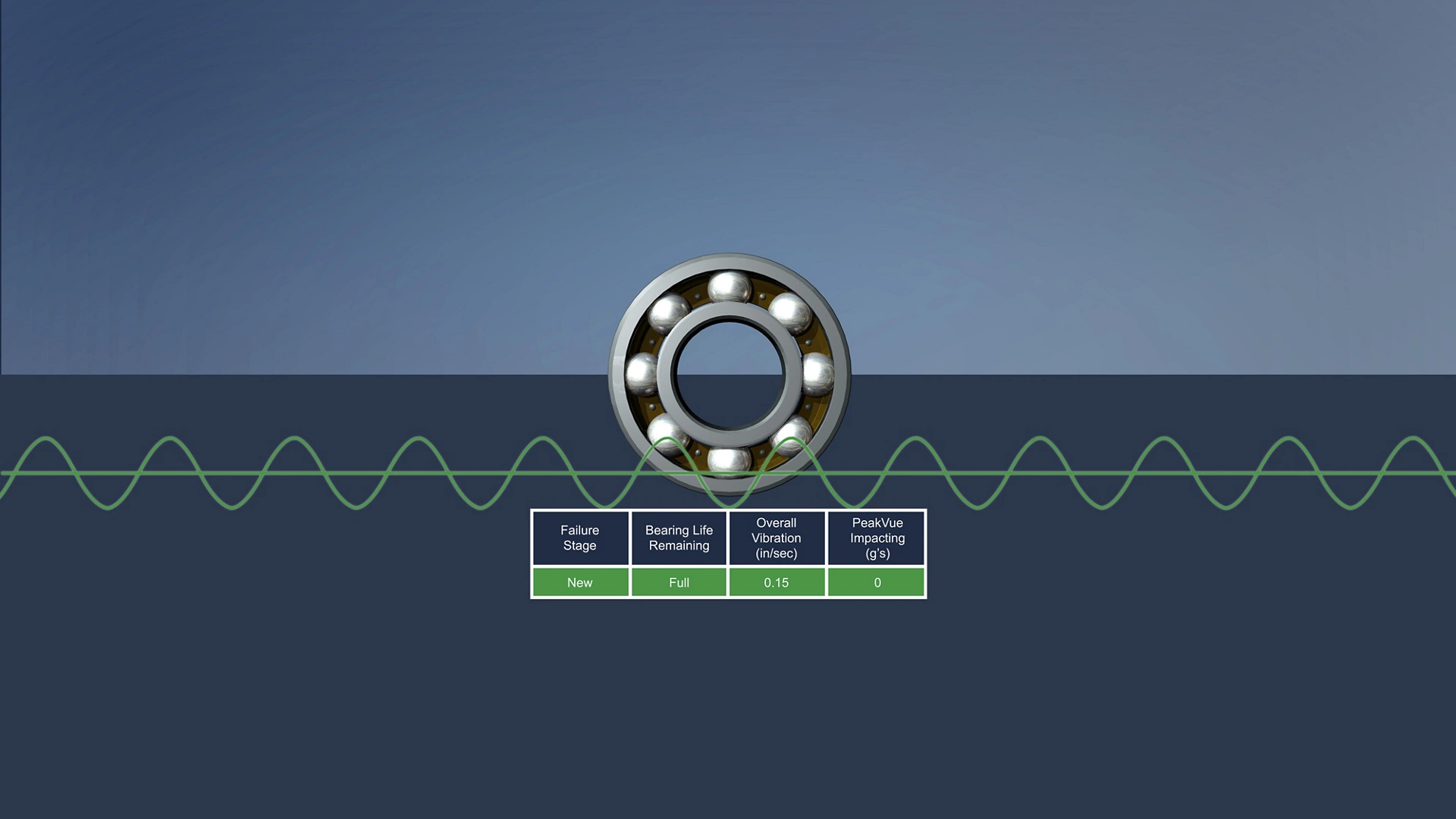
轴承状况良好的基准
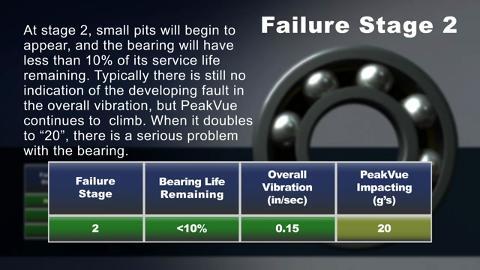
让我们来看一台典型的工艺泵,其转速在 900 至 4,000 RPM 之间,并经历轴承故障的四个阶段。 从健康轴承的基线状态开始,我们看到整体振动水平较高。 但值得注意的是,PeakVue 值为零。 这是因为一台安装正确、润滑良好的健康设备不应产生冲击。 因此我们可以设定零定律 - 状况良好的机器的峰值应为零或接近零。
特色视频
用于机械分析的 PeakVue™ 和 PeakVue Plus 技术 | AMS
聆听艾默生可靠性解决方案业务部门的专家 Brian Overton 简要介绍艾默生独特的 PeakVue 和 PeakVue Plus 技术,该技术可更早、更准确地提供滚动轴承设备中会发展为故障的表征数据。
用于机械分析的 PeakVue™ 和 PeakVue Plus 技术 | AMS