

促进客户成功的 LNG 阀门
艾默生凭借全面的阀门、执行机构和调压器产品组合(采用关键隔离和控制技术),在市场中占据领先地位。 艾默生的解决方案着眼于未来,利用数据驱动型创新的力量来减少排放、提高设备可靠性并改善工厂安全性——最终推动成本节约和出色运营。
全球超过 70% 的 LNG 产量通过艾默生阀门
我们的阀门 、调压器和执行机构深受全球液化天然气工厂的信赖 ,包括 :
- Cedar LNG(液化天然气)
- Cameron LNG(液化天然气)
- Calcasieu LNG(液化天然气)
- Plaquemines LNG(液化天然气)
- Energia Costa Azul LNG(液化天然气)
- Atlantic LNG(液化天然气)
- Peru LNG(液化天然气)
- Shell LNG(液化天然气)公司
- Oman LNG(液化天然气)
- QatarEnergy 现有 14 条 LNG(液化天然气)生产线
- Coral South FLNG (浮式液化天然气)
- Petronas FLNG (浮式液化天然气)
- Wheatstone LNG(液化天然气)
- Fluto LNG(液化天然气)
- Papua New Guinea LNG(液化天然气)
- Brunei LNG(液化天然气)
- QatarEnergy NFE/NFS
- LNG Canada
- Golden Pass LNG(液化天然气)
- 亚瑟端孔 LNG(液化天然气)
- 里奥格兰德 LNG(液化天然气)
- Gorgon LNG 液化天然气)
- Snohvit LNG(液化天然气)
- 安哥拉 LNG(液化天然气)
- 天津南港 LNG(液化天然气)
- 前奏 FLNG(液化天然气)
- 刚果 FLNG(液化天然气)
LNG 生产过程十分复杂,需要创新思维和创造性解决方案来克服极端温度和压力。 艾默生专家与液化设施、运输船和再气化终端的运营商合作,实施先进产品,以适应本行业不断变化的需求。
我们的优化项目框架是一个简单且可重复的业务协议流程 ,可降低风险 ,节省总拥有成本并按期交付 。 我们提供工程服务,从最早的项目规划阶段开始,到前端工程、项目管理、产品和系统集成、制造、实施、启动、测试和持续支持,从而创造价值。
我们提供全面的方法,主动提高供应链网络的韧性。
采购设计
- 限制使用具有专用组件的装配体数量
危机沟通
- 内部就交货周期和需求变化进行有效沟通
人才和技能发展
- 与大学院校建立牢固的合作关系
- 指导和职业指导
- 完善的培训和技能发展内容
供应商关系管理
- 供应商质量手册部署
- 供应商在分配和交货计划上的激进施压
区域化
- 80%+ 区域化
- 发展墨西哥和东欧供应商
数字运营
- 稳健的 SIOP 流程
- 财务和风险监控
- 通过自动化实现运营灵活性
物流网络灵活性
- 业务系统连接性
- 采购订单/零件级别的在途可见性
多采购来源
- 几乎所有产品的工厂冗余能力
- 在不同地区设立多个供应来源以降低风险
我们的专家在全球拥有 160 多个区域和 80+ 移动服务中心,面对不断变化的市场和工况,我们的专家永远不会远离与您合作。
可持续发展是我们使命的核心。 我们帮助客户实现他们的可持续发展和减排目标 。
现行解决方案:用于整个液化天然气 (LNG) 价值链的阀门、执行机构和调压器
进气和分离解决方案
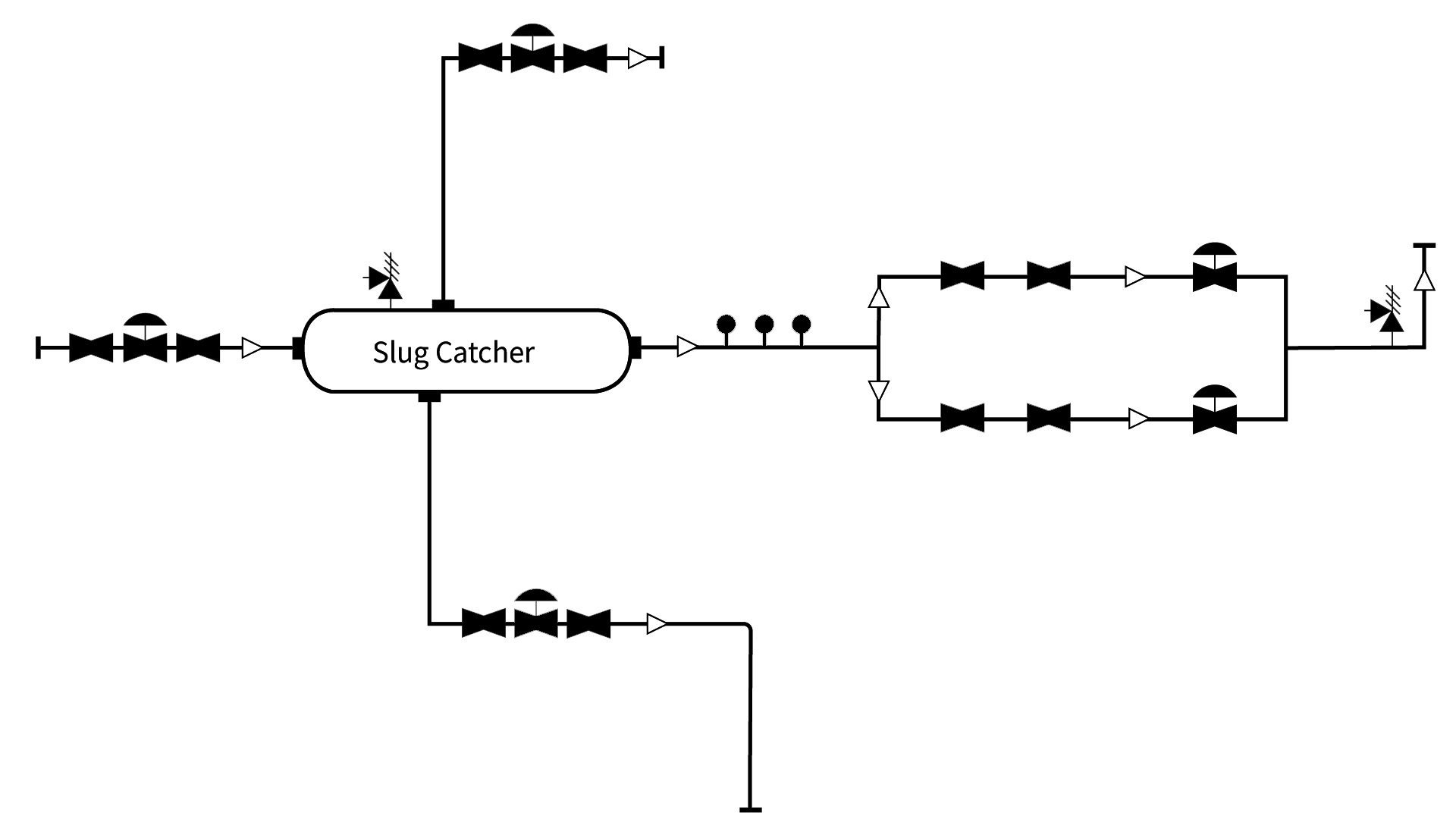
进气接收设施脱除原料气中的液体,降低气体管道压力,并调节进入下游加工装置的气体流量。 稳定可靠的运行对于 LNG 生产盈利至关重要,因为意外维护或故障会导致重大处罚。
我们的价值:
- 尽可能提高冷凝物回收率,防止液体混入下游处理过程
- 改善能源使用
- 通过 100% 运行冗余确保正常运行
- 提高产量



主低温换热器解决方案
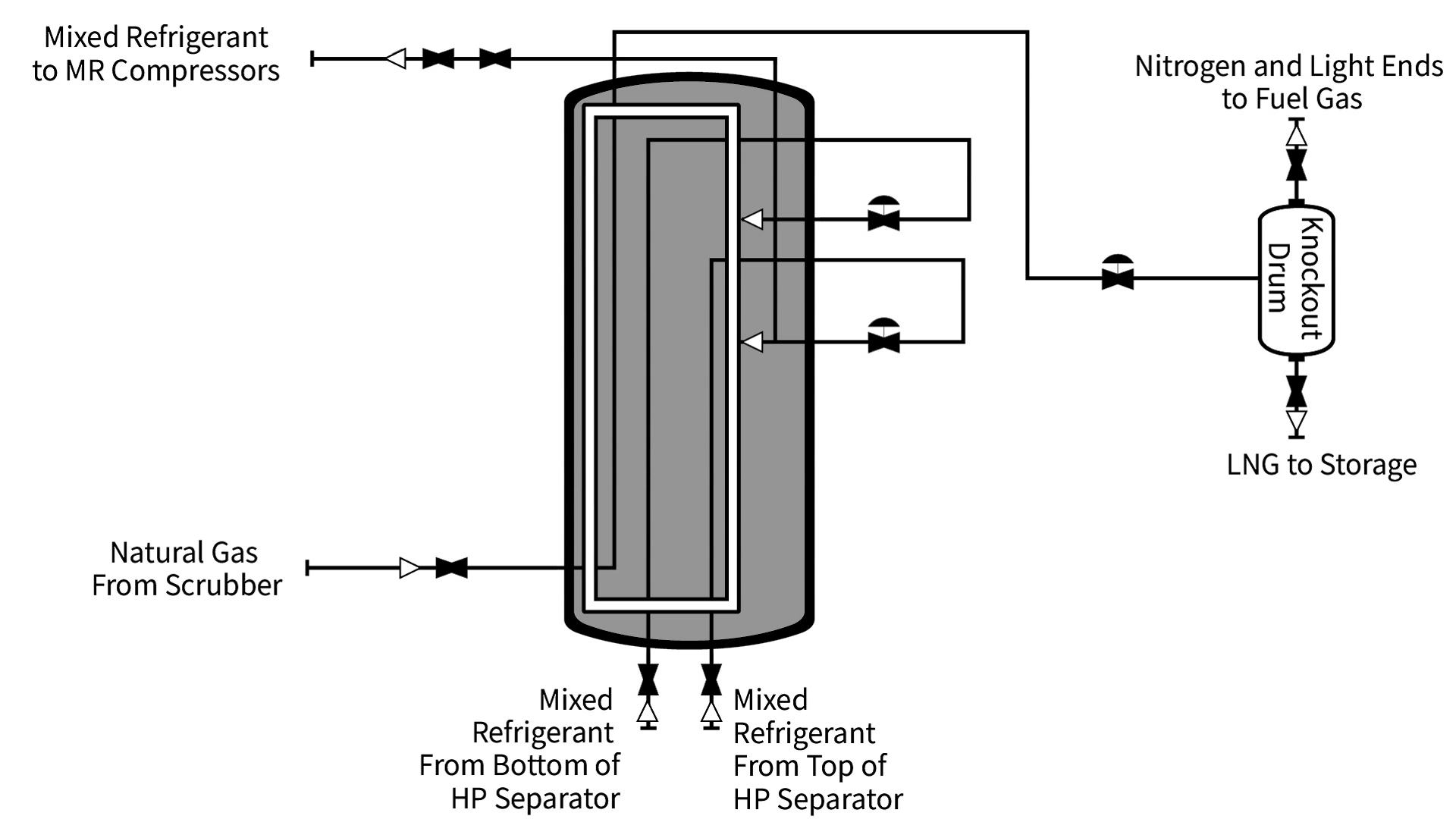
主低温换热器 (MCHE) 是液化设施的核心。 该装置首先将天然气液化,然后进行过冷处理。 MCHE 由大量螺旋缠绕式管束构成。 进气从 MCHE 的顶部排出时,温度已降至大约 -146°C (-231°F),因此已从气态转化为液态。
我们的价值:
- 维持出色的制冷剂流量循环
- 在进气受限时降低能耗
- 采用实现出色控制效果的高精度控制元件提高 LNG 的产量








网络研讨会

播客



详细了解我们的 LNG 阀门解决方案






LNG 阀门常见问题解答
无论是甲烷、乙烷、丙烷还是丁烷,液化天然气都高度易燃,因此 LNG 阀门对于维持 LNG 工厂的安全性至关重要。 为防止泄漏、控制压力和管理紧急情况,必须配备正常工作的阀门,从而缓解关键安全风险。
自 20 世纪 30 年代 LNG 工厂引入以来,LNG 阀门已发展到可适应规模显著扩大的液化系统。 阀门制造商目前侧重于生产能够适应高压并确保安全压力控制、隔离和紧急作业的更大阀门,以应对全球日益增长的 LNG 需求。
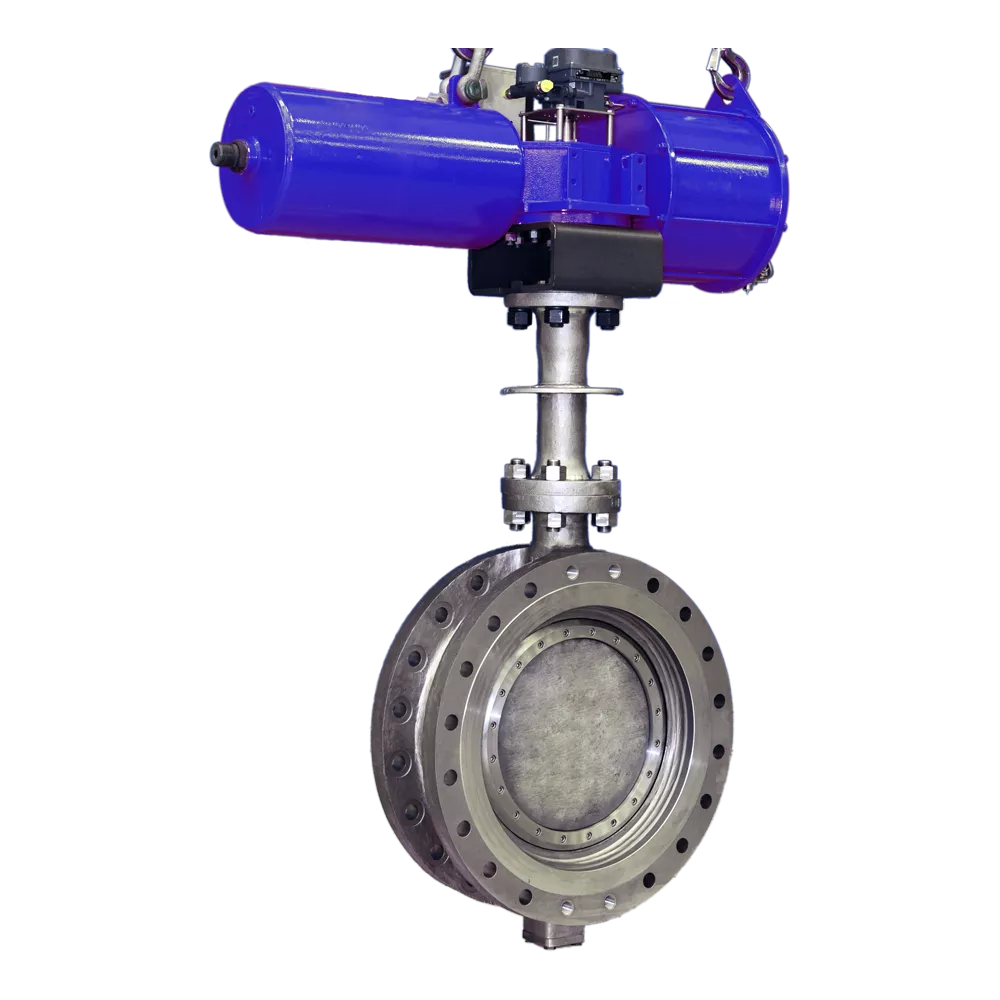
LNG 阀门制造商面临的一项关键挑战是开发能够应对大尺寸和高压力的阀门。 在安全第一的 LNG 工厂中,这些阀门对于过程控制、隔离、紧急作业和保护主要设备至关重要。 艾默生在阀门生产方面经验丰富,可为整个 LNG 价值链(包括液化设施、运输船和再气化终端)提供支持。
阀门通过促进设备隔离以进行维护、过程开关、调节/控制以及紧急停机,在 LNG 基础设施中发挥着重要作用。 合理选择和配置阀门技术对于确保安全、可持续和盈利的运营至关重要。 艾默生为 LNG 提供大量手动和执行机构阀门产品组合,涵盖整个生产链和分销过程。
采用开关配置的 LNG 阀门可使用气动、电动或液压系统驱动。 这些驱动选项允许自动控制阀门,确保 LNG 过程受到有效管理且阀门能够快速响应工况变化。